Our Plasma Gasification System differs from traditional gasification processes in several technical aspects but relies on five key engineering areas:
Method
We leverage Cold War technology to produce a targeted, superheated plasma pool within a vessel of molten and gaseous material. Temperatures are in the range of 10,000ºC. This methodology allows for greater temperature control, greater control of the size and shape of the plasma plume, and a reduced amount of energy required to maintain the plasma environment.
Design
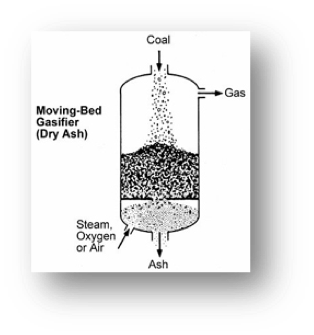
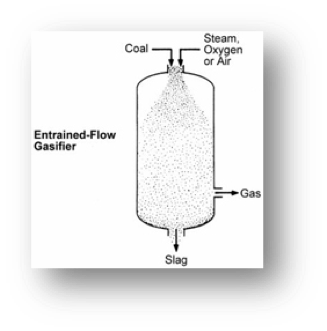
The plasma gasifier design is significantly different from traditional gasification. Plasma electric arc gasification operates at negative pressure (induced draft) and very high temperatures. All the carbon in the feedstock is converted into Syngas. Traditional gasifiers use a portion of the carbon feedstock as fuel to generate the heat in the gasifier. Thus, the overall return on energy invested is reduced. Plus, traditional gasifiers are pressurized air or oxygen blown systems, which have a lower operating temperature that further reduces the conversion efficiency of the carbon in the feedstock. For a traditional gasifier to match up with a plasma electric arc gasifier, it must double or more in scale, energy input, and costs (capital and O&M).
Inputs
Our system utilizes a proprietary feed system, which introduces a methodology for maximizing temperature gradient control and management of material phase changes. The methodology also minimizes the electrical input requirements of the plasma generator by employing an innovative preheating, pretreatment and mixing approach.
Extraction
Because of the input design, the Syngas produced has far fewer impurities, which in turn allows us to remove any residual impurities with less gas cooling and subsequently less reheating of the gas in preparation for direct feed into a gas turbine or other post-processing. These cooling and reheating processes are also proprietary.
Recycling
The Law of Conservation of Energy states that the total amount of energy in an isolated system remains constant over time. We take advantage of this law to minimize the electrical input required to create and maintain the plasma environment. This is done by harnessing the heat, recycling it, and minimizing the amount of heat exchange outside of the closed portion of the system. We utilize much of the heat to generate steam from the water used to cool the gasification chamber, which is a common process. However, we also have several innovative ways of using and reutilizing heat and recycling steam, virtually eliminating the need for any additional electrical energy to power the subsystems surrounding the plasma gasification unit.